螺旋锥齿轮齿面加工偏差的敏感性分析
螺旋锥齿轮具有重合度高、承载能力强、传动比高和传动效率高等特点,广泛应用于汽车、航空和矿山机械等领域。螺旋锥齿轮的制造精度与数控机床的误差直接相关。数控机床误差包括几何误差、热误差和伺服控制误差等。其中,机床几何误差具有重复、稳定的特点,可以通过数控系统进行精确补偿。因此研究机床几何误差的特点、确定关键几何误差项对于齿面偏差补偿和机床运动精度的分配、维护有着重要的作用。
敏感性分析是一种研究系统中输入因素变化对输出结果影响程度的分析方法。分析结果通过敏感性系数来表示,敏感度系数大的,表明该项输入因素和输出结果的相关度较高。敏感性分析是研究机床几何误差与加工精度之间关系的重要方法。在机床几何误差的敏感性分析方面,国内外学者进行了深入研究。CHEN 等通过矩阵微分法计算出机床的 37 个几何误差项的敏感性系数;CHENG 等通过 Sobol 法,对立式加工中心的 18 项几何误差进行了敏感性分析;夏长久等采用 Morris 法分析出影响五轴数控磨齿机精度的关键几何误差项;余文利等采用拓展傅里叶幅度检验法识别出强耦合几何误差项和关键几何误差项。目前,虽然敏感性分析方法很多,但因为螺旋锥齿轮的齿面复杂,影响齿面加工精度的因素众多,所以合理选取敏感性分析方法对于齿面偏差敏感性分析至关重要。
本文作者首先对比局部敏感性和全局敏感性方法的计算原理和特点;然后,结合螺旋锥齿轮数控加工原理和敏感性分析方法,研究机床几何误差对螺旋锥齿轮齿面偏差的敏感性关系;最后,通过实例分析两种敏感性分析方法的特点,为螺旋锥齿轮齿面偏差的敏感性分析方法的选取提供理论指导。
01 敏感性分析
敏感性分析方法主要有两类:以微分法、差分法和摄动法为代表的局部敏感性分析方法和以回归分析法、方差法和筛选法为代表的全局敏感性分析方法。通过敏感性分析,可以确定出关键输入因素和非关键输入因素。在实际的分析与计算中,可以先不考虑非关键输入因素,从而可以显著降低系统的复杂程度和分析难度,同时大幅度降低相关数据的计算量和处理难度。
局部敏感性分析方法
局部敏感性分析是单因素分析方法的一种,通过每次对单个输入因素进行微小改变,同时保持其他所有因素不变,以输出结果对输入参数的微分或者单个输入因素改变对输出结果的变化情况来确定敏感性系数。局部敏感性概念明确,计算简单,主要适用于线性模型和非线性不强的模型,其分析流程如图 1 所示。
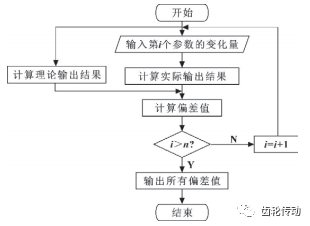
图 1 局部敏感性分析流程
Sobol 全局敏感性分析
全局敏感性分析方法不但考虑各参数的范围和分布规律,而且在分析计算的过程中将所有参数代入进行分析,考虑了各输入参数之间相互耦合对于结果的影响。但是,全局敏感性分析方法一般需要进行一定规模的采样得到模型的输入参数,然后进行敏感性分析,特别是对于参数较多情况,计算量会比较大。
以 Sobol 法为例,该方法是一种基于方差的全局敏感性方法,该方法主要通过对模型进行子项方差分解来计算输入参数的敏感度系数。
以 n 表示模型的输入参数个数,以 xi表示第 i 个输入参数,其中 i=(1,2,…,n)。
用 K=f(X)来表示模型对应的多变量函数,其中 X=(x1,x2 ,…,xn)。f(X)分解如下:

式中:f0是由输入参数计算得到的输出结果f(X) 的期望值,是一个常数;fi(xi)表示在输入参数 xi单独作用下的输出结果;fi,j(xi,xj)表示在输入参数 xi和 xj共同作用下的输出结果;f1,…,n(x1 ,x2 ,…,xn)表示在全部输入参数共同作用下的输出结果;其余各阶同理可得。
总方差 D 可以用以下形式表示:

可以求得方差分量如下:

式中:1≤s≤n。
由 Sobol 法,将式(1)左右两边先平方后积分可得:

可通过如下公式求得敏感性系数:

因为方差为非负数,所以可知 Si1,…,is 为非负数,根据式(4)和式(5)可以得到:

式中:Si是变量 xi 对应的一阶敏感性系数;Si,j(i<j)是变量 xi和 xj的相互耦合作用所对应的二阶敏感性系数。同理,可以得到每一阶的敏感性系数。
变量 xi对应的全局敏感性系数 Stot i 可以由与变量 xi相关的各项敏感性系数求和得到。计算方法如下:

式中:正整数 k 的取值范围为:1≤k≤n,且 k≠i。
蒙特卡罗估算
采用 Sobol 法在求解敏感性系数的过程中,涉及多重积分求解,而对于复杂模型的多重积分求解通常十分困难,所以常通过蒙特卡罗法来近似模拟多重积分求解。一般的计算方法如下:对输入参数进行两次独立采样,得到 E 和 F 两个独立的采样矩阵,结果如下:
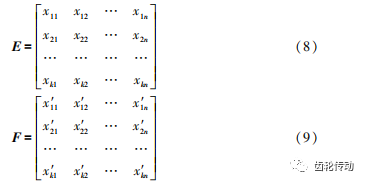
式中:k 为每次采样的样本个数。
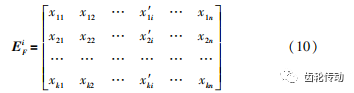
为了求解一阶敏感性系数和全局敏感性系数,以 E 和 F 两个矩阵为基础,构造矩阵 EiF ,其中 i=1,2, …,n。矩阵 EiF 是在矩阵 E 的基础上,第 i 列用矩阵 F 的第 i 列替换得到,其余部分和矩阵 E 完全相同, 矩阵 EiF 可以表示为如下形式:
样本矩阵的一行代表一个完整的输入参数样本集。因此,每一行的输入参数可以单独求解出一个模型输出结果。一阶敏感性系数 Si 和全局敏感性系数 S toti 可以通过以下式子进行近似计算:
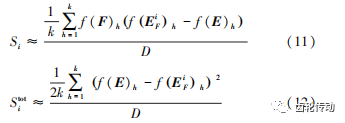
式中:f(E)h 是将矩阵 E 的第 h 行代入模型求解出的输出结果;f(F)h 是将矩阵 F 的第 h 行代入模型求解出的输出结果;f(EiF)h 是将矩阵 EiF 的第 h 行代入模型求得的输出结果;D 模为型计算模型的总方差。
02 螺旋锥齿轮机床加工模型
机床几何误差分类
数控机床的结构如图 2 所示:按照设定的数控程序,A、B、X、Y 和 Z 轴联动,可以加工出格里森制的螺旋锥齿轮。C 轴带动刀盘旋转,不影响齿面展成过程。机床的坐标转换关系如图 3 所示。
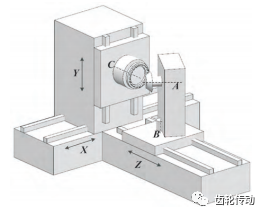
图 2 螺旋锥齿轮数控机床结构简图
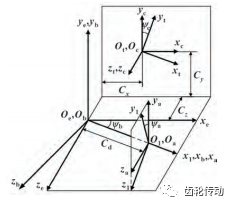
图 3 数控机床加工坐标
对于与齿面展成相关的 5 个运动轴,每个轴受制造、装配等因素影响,存在几何误差,这些几何误差直接导致齿面偏差的产生。每个轴有 6 项几何误差,包括 3 项线性误差和 3 项角度误差,对于整个机床来说,需要考虑 30 项几何误差 。
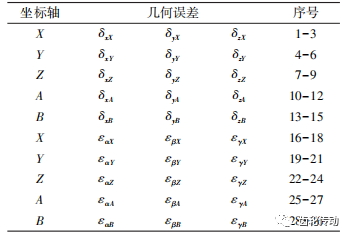
为便于分析,将几何误差序列进行编号,如表 1 所示。其中 ε 代表角度误差,δ 代表线性误差,误差变量通过两个下标进行区分:第一个下标代表误差的方向,第二个下标表示误差所在的轴。例如:εαY表示 Y 轴在 α 方向上的角度误差, εyX表示 X 轴在 y 方向上的线性误差。
表 1 五轴数控机床的几何误差及对应编号
齿面加工过程
工件齿轮的展成运动由 X、Y、Z、A 和 B 五个轴共同确定。所以 A 轴到 Y 轴的齐次变换矩阵与刀具方程联立可以得到理想状况下的齿面方程 rg。

式中:Mq(q = X,Y,Z,A,B)为各轴对应的运动变换矩阵;rt是由刀具方程得到的表达式;u 和 θ 为刀盘参数。由于篇幅有限,具体过程可参考文献。
若考虑机床几何误差,实际的齿面方程如下:

式中:Meq(q =X,Y,Z,A,B)为各轴对应的几何误差矩阵。
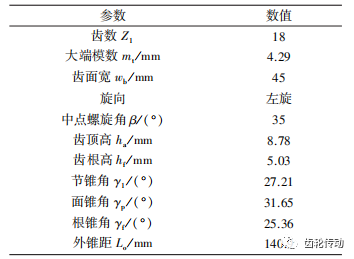
以表 2 所示的齿轮为例,根据式(13)可以得到螺旋锥齿轮的理论齿面。考虑实际加工中受机床几何误差的影响,可以根据式(14)计算得到螺旋锥齿轮的实际齿面。
表 2 齿轮几何参数和加工参数
为了便于分析计算,用离散的15×9 的点阵来代表齿面。结合式(13)和式(14)可以求得理论齿面点阵和实际齿面点阵,通过点阵中对应点的坐标值,可以求解出对应齿面点的偏差值 Kf,f表示点阵中点的编号。K 表示齿面偏差,为计算模型的输出结果,用来衡量齿面偏差的大小,可通过如下式子求得:

给定各线性参数的变化量为+0. 01 mm,各角度参数的变化量为+27″。以齿面偏差 K 为模型输出结果,局部敏感性分析结果如图 4 所示。
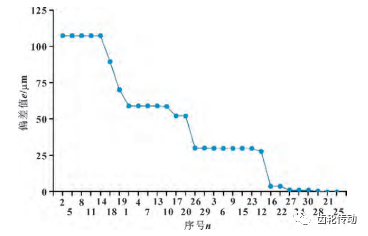
图 4 局部敏感性分析结果
参考局部敏感性分析的输入参数变化量,给定线性误差范围为 0~ 10 μm,角度误差的范围为 0″~ 27″,且几何误差参数符合均匀分布。编写采样程序,在几何误差给定范围内随机取样,生成机床几何误差参数。结合式(13)和式(14),可以计算出对应的理论齿面和实际齿面,根据两种齿面点阵,求解出对应的齿面偏差 K。
通过 Sobol 全局敏感性分析方法可以求解出 30 项机床几何误差的全局敏感性系数,按照全局敏感度系数大小降序排列,如图 5 所示。
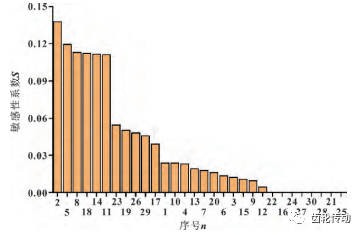
图 5 全局敏感性系数
输入参数情况讨论
采用局部敏感性分析方法进行敏感性分析,需要保证同类型输入参数的变化量相同,这样输出结果才具有可比性。其选取的标准与输入参数的实际范围和分布规律无关,所以实际输入参数取值范围发生变化不会影响局部敏感性分析结果。
在前文中,全局敏感性分析方法的输入参数范围的选取参考了局部敏感性分析方法的特点,保证了同一类型参数的范围和分布规律相同。但是在真实情况下输入参数的取值范围一般不相同,变化规律也往往不一样。所以,考虑实际可能发生的情况,以序号为 4 的几何误差为例,让该几何误差的取值区间由 0 ~ 10 μm 变化为 0~ 20 μm,同时保持其他条件不变。可以求得敏感性分析结果如图 6 所示。
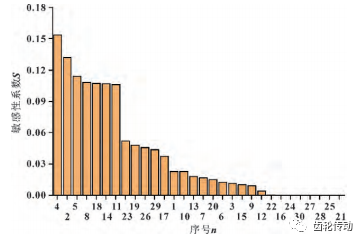
图 6 变区间后的全局敏感性系数
可以发现,对于全局敏感性分析方法,在改变输入参数的取值范围后,敏感性分析的结果发生明显变化,其中,序号为 4 的几何误差项,即 δxY ,全局敏感性系数发生了明显的变化,由原来的 0. 023 增加为 0. 154。其他各项的全局敏感度系数只有微小的变化,且相关比例无明显变化。
结果分析
对于取值范围变化前后两种敏感性分析方法的计算结果进行对比,可以发现对于螺旋锥齿轮齿面加工偏差计算模型,两种敏感性分析方法有如下特点:
(1)在输入参数取值范围和分布规律完全相同的理想情况下,两种敏感性分析方法求得的线性误差对螺旋锥齿轮齿面偏差的敏感性系数分布规律相同。5 个轴的线性误差项的敏感性系数都呈现出 y 方向(序号为 2,5,8,11,14 的几何误差)>x 方向(序号为 1,4,7,10,13 的几何误差)>z 方向(序号为 3,6,9,12,15 的几何误差)。
(2)在输入参数取值范围和分布规律完全相同的理想情况下,两种敏感性分析方法求得的各轴角度误差对螺旋锥齿轮齿面偏差的敏感性系数分布规律,由于采用的概率计算公式和取样样本限制存在较小差异,但整体趋势相同。各轴关键角度误差相同(序号为 17,18,19,20,23,26,29 的几何误差)。
(3)当输入参数取值范围发生变化时,通过全局敏感性分析可以发现,原本非关键几何误差的输入参数可能变化为关键几何误差。但是对于局部敏感性分析方法来说,其分析结果与输入参数的分布范围无关,当输入参数的分布范围差异较大时,该方法的分析结果的准确性会显著下降,甚至不再适用于该模型的敏感性分析。
通过将两种敏感性分析方法分别用于螺旋锥齿轮齿面加工偏差模型的敏感性分析,可以发现:
(1)在输入参数取值范围和分布规律完全相同的理想情况下,局部敏感性分析方法的计算量较小,可以较快得到初步分析的结果,同时该分析结果与全局敏感性分析结果的分布规律相同,具有一定的参考价值。
(2)Sobol 全局敏感性分析方法考虑了输入参数取值范围和分布规律对于分析结果的影响,更加科学,得到的结论更可信,适用的范围更加广泛。除此之外,大多数全局敏感性分析可以用来研究输入参数与输出结果的定量关系以及参数之间相互作用对于输出结果的影响。但是相对于局部敏感性分析方法,计算量显著增加,需要花费更多的时间。
(3)对于输入参数的分布范围不明确、可用时间少以及分布情况相同或相似的线性或非线性不强的模型,可以考虑采用局部敏感性分析;对于输入参数的分布范围复杂、准确性要求高的非线性模型,可以考虑采用全局敏感性分析方法。